Crusher Rolls Restoration
- mohammadreza06
- Mar 11
- 2 min read

Project Overview
A client approached our team to extend the service life of a set of double roll crusher components (KHD WMN80/63 rolls) previously used in high-wear mineral processing operations. The components had been supplied without prior wear protection and were exhibiting significant surface degradation. With concerns surrounding the material's weldability and the precision-machined internal diameter (ID), a strategic and controlled refurbishment process was essential.
Engineering Challenges
Weldability of High-Carbon Alloy:The rolls were made of 50CrMo4 (AISI 4150 equivalent) — a high-strength alloy with a ~0.5% carbon content, making it difficult to weld without preheating, buttering, and post-processing.
Dimensional Sensitivity:The components had finish-machined internal diameters, meaning heat from welding could lead to distortion or tolerance drift, potentially rendering them unusable.
Wear Pattern & Lack of Overlay:The outer diameter (OD) of the rolls had already reached its final dimension, but lacked hard-facing, requiring material removal before overlay could be added.
Edge Wear History:Based on prior service experience at the operating site, edge protection was flagged as a possible requirement, depending on the wear patterns observed.
Our Process & Solution
To address the client's concerns and deliver a reliable refurbishment, our team followed a detailed 8-step engineered approach:
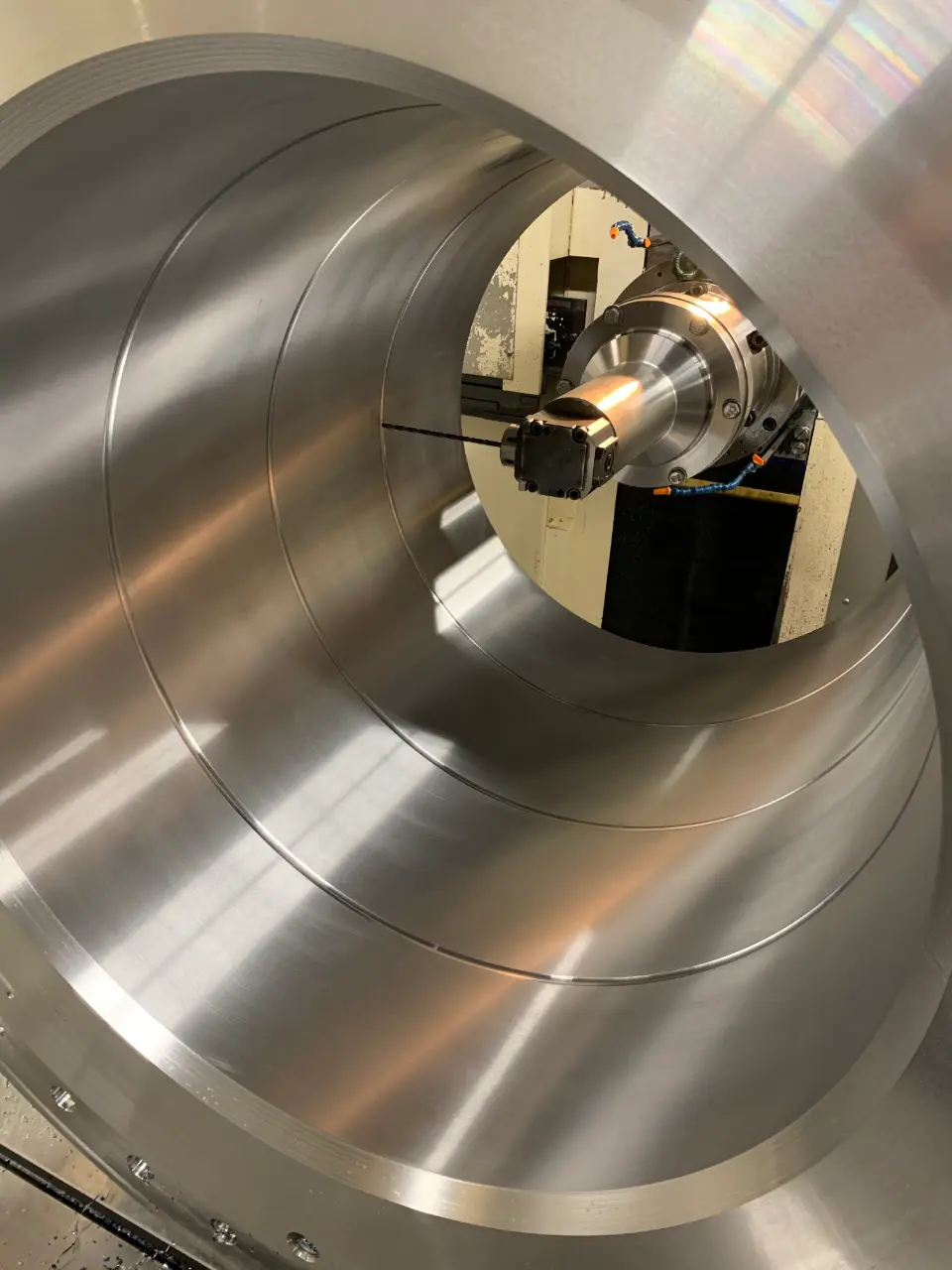
3D Scanning & InspectionAccurately captured the rolls’ geometry and tolerances to benchmark and monitor dimensional stability throughout the process.
OD Machining & PreparationTurned down the outer diameter by 9mm on each side to make room for the hard-facing overlay.Machined four bolt holes per face to facilitate safe handling during welding.
Buttering Layer (~3mm)Applied a metallurgically compatible buttering layer to mitigate risk of cracking during subsequent hard-facing and accommodate the base alloy’s high carbon content.
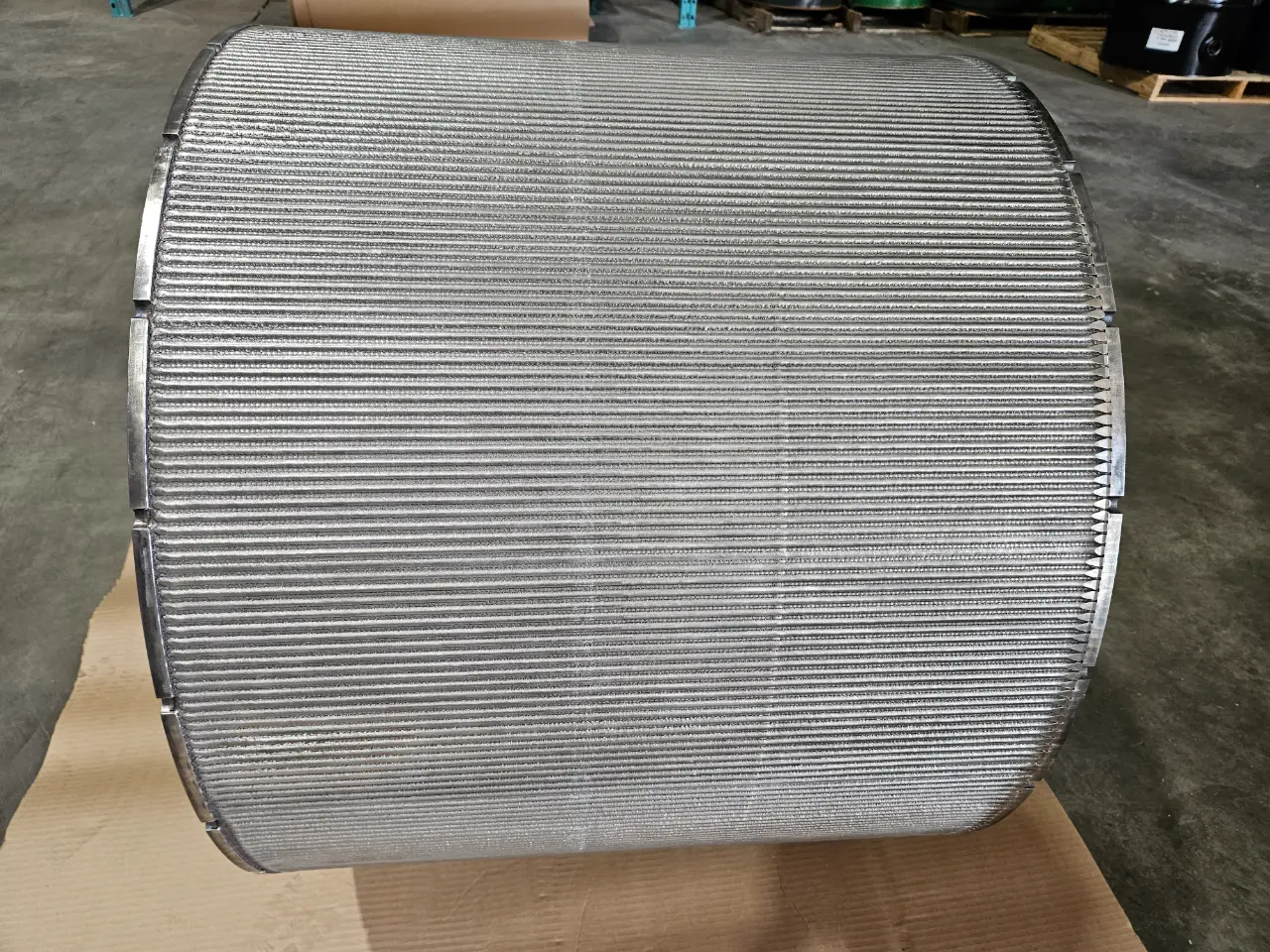
Primary Hard-Facing Layer (~3mm)Applied wear-resistant weld overlay using CEWELD OA 600 or an approved equivalent, suitable for high-abrasion conditions.
Profiling Layer (~3mm)Applied a secondary layer (e.g., CEWELD Dur E 60 kb) to build up final geometry and performance characteristics.
Stress Relief Heat TreatmentCarried out a post-weld stress relief process to remove residual stresses and maintain dimensional integrity.
Dimensional VerificationRe-checked all critical features post-welding and heat treatment to ensure tolerances remained within specification.
Final MachiningPerformed finish machining on the internal diameter (ID) and relevant features to restore fit, form, and function for reinstallation.
Optional: Edge ProtectionBased on wear history and client requirements, we also prepared an option for edge hard-facing and machining, allowing additional protection against lateral wear. This was included upon request.
Outcome
Our team successfully delivered a fully refurbished set of crusher rolls with enhanced wear resistance, structural reliability, and dimensional accuracy. By combining 3D scanning, advanced welding techniques, and precision machining, we extended the service life of legacy equipment and avoided the cost and lead time of replacement components.
This project demonstrates our ability to handle metallurgically sensitive components, manage heat-affected tolerances, and deliver turnkey engineered solutions for the mining and heavy industry sectors.